


Rô-bốt nhiều trục đơn còn được gọi là ổ đĩa đơn trục, rô-bốt một trục, v.v. Rô-bốt một trục có thể nhận ra các kết hợp nhiều trục thông qua các kiểu kết hợp khác nhau, nhận ra rô-bốt tọa độ Descartes, rô-bốt đa trục XZ và các ứng dụng khác. Bộ thao tác một trục thường được điều khiển bằng vít bi hoặc đai răng đồng bộ và sử dụng hướng dẫn tuyến tính chính xác làm cơ chế hướng dẫn để thực hiện các chức năng như xử lý, định vị, chuyển, chọn và đặt cũng như phát hiện theo một hướng.
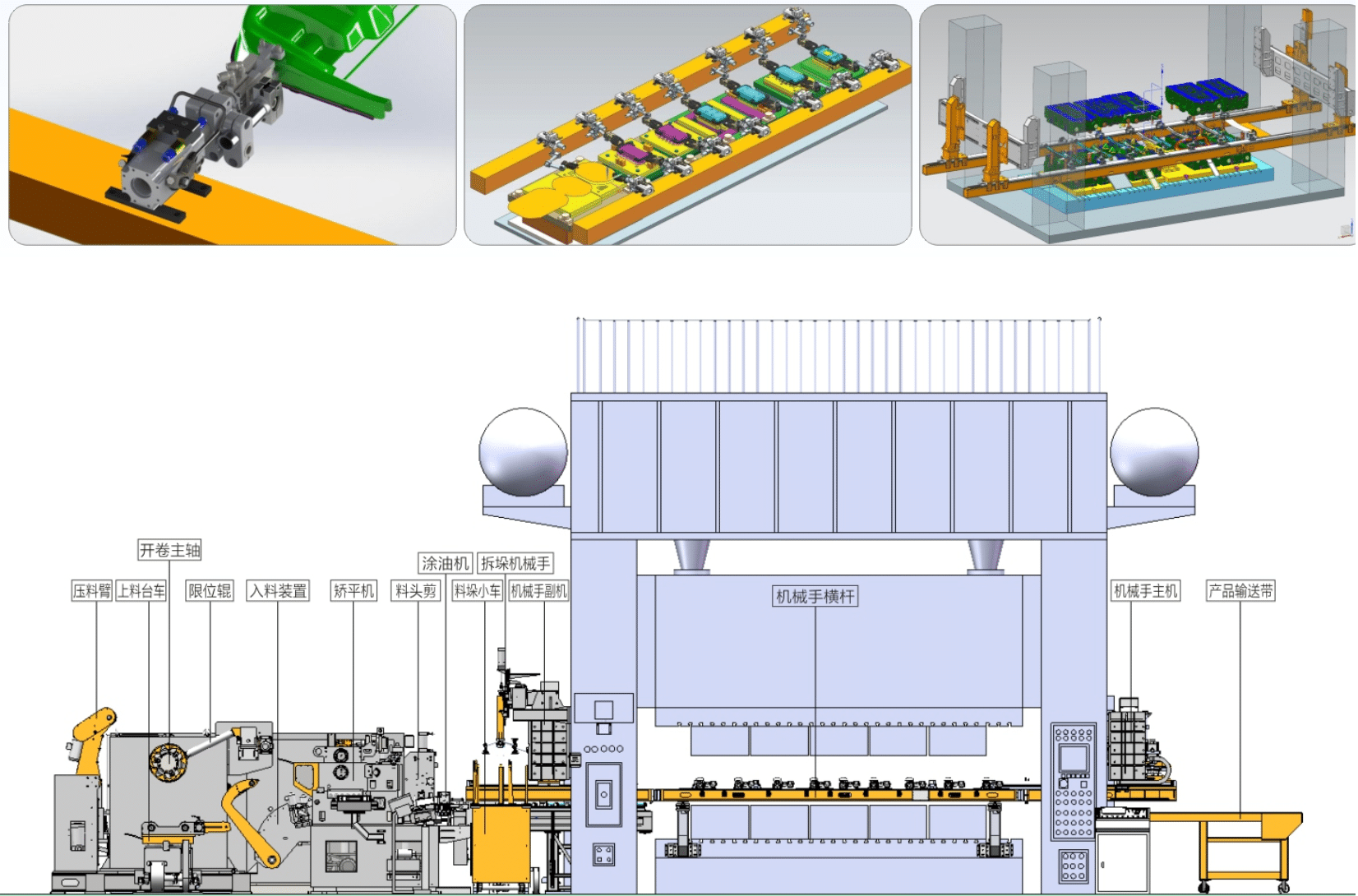
Bộ điều khiển servo một cánh tay là một băng chuyền hoàn toàn tự động được thiết kế cho các hoạt động dập tự động liên tục của máy đột dập nhiều trạm. Nó được điều khiển bởi một động cơ servo hiệu suất cao và đi qua một cơ chế truyền động chính xác và các bộ phận gắp và đặt vật liệu như cốc hút chân không, nam châm điện hoặc hàm kẹp. v.v., việc định vị và chuyển giao chính xác giữa khuôn làm việc dập trong máy đột và khuôn có thể được vận hành ổn định và hiệu quả suốt cả ngày, cải thiện tốc độ đột của máy đột và tăng năng suất sản xuất.
Các tính năng và ưu điểm
1. Chế độ xử lý trục X, Z, với thao tác nhấn để thực hiện chuyển động dòng hành động đơn lẻ
2. Sử dụng linh hoạt, kẹp, giác hút, nam châm điện và các sản phẩm kẹp khác
3. Độ ổn định cao và chi phí đầu vào thấp
4. Nó có những lợi thế độc đáo cho các sản phẩm có hình dạng đặc biệt
5. Diện tích nhỏ và không đầu tư vào nền tảng tại chỗ
6. Mô hình đơn giản và có thể được sử dụng cùng với bộ nạp
Thanh mang
1. Thanh chính được trang bị nhiều bộ hàm kẹp, phù hợp cho việc chuyển sản phẩm bằng nhiều bộ khuôn một quy trình dưới tác động của cùng một máy ép trong quá trình đúc dần dần;
2. Chạy cấu trúc cột chính, vật cố định được cố định trên cột chính để nâng và di chuyển toàn bộ. Thiết bị sử dụng hệ thống điều khiển PLC và AC servo có độ chính xác cao. Bộ phận nâng được nối với nhau bằng hai bộ giảm tốc, nguồn được cấp vào hai điểm và chuyển động trơn tru.
3. Hoạt động của bộ điều khiển truyền tải nhiều trạm một máy là 7 hoạt động trong một chu kỳ: 1/2 hành trình sang trái → xuống → lên → 1 hành trình sang phải → xuống → lên → 1/2 hành trình sang trái ( sản xuất từ trái sang phải). Sản phẩm được chuyển đến trạm tiếp theo thông qua một chu kỳ hành động như vậy. Khi máy ép ở vị trí điểm chết trên cùng, người thao tác bắt đầu di chuyển; bộ kẹp của người thao tác dừng ở giữa máy ép (hoặc ở giữa hai bộ khuôn). Khi máy ép ở vị trí an toàn giữa trạm trung tâm và máy ép, máy ép sẽ đi xuống.
Sản phẩm tương tự

Cấp phôi NC Servo

Cấp phôi NC Servo


Ứng dụng cấp phôi tự động


Máy nắn phẳng


Máy cấp phôi 3 trong 1

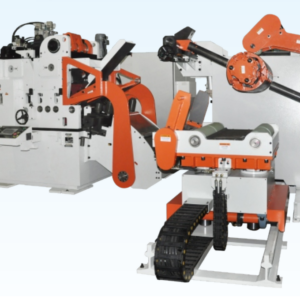
Máy cấp phôi 3 trong 1

Máy cấp phôi 2 trong 1

Cấp phôi NC Servo

